压缩机品质定位在意朗

转向节是汽车转向桥上的主要零件之一,能够使汽车稳定行驶并灵敏传递行驶方向。一个作用是将方向盘转动的角度值有效地传递到汽车前轮上,适时控制汽车行进中的路线,从而保证汽车安全;另一个作用是承受汽车前部载荷,支承并带动前轮绕主销转动,在汽车行驶状态下,承受着多变的冲击载荷。因此转向节不仅要求有可靠的强度,而且必须保证其较高的加工精度。它的几何形状比较复杂,需要加工的几何形体比较多,各几何面之间位置精度要求较高,其加工精度的高低会影响到汽车运行中的转向精度。本文通过对两种不同锻造工艺生产的锻件的分析,探讨转向节锻件的分模形式、余量分配以及锻造错差等对其加工工艺性的影响,并对在加工过程中夹具设计和定位面的选择等方面提出借鉴。
转向节结构特点
转向节形状比较复杂,集中了轴、孔、盘环、叉架等四类零件的结构特点,主要由支承轴、法兰盘、叉架三大部分组成。支承轴的结构形状为阶梯轴,其结构特点是由同轴的外圆柱面、圆锥面、螺纹面,以及与轴心线垂直的轴肩、过渡圆角和端面组成的回转体;法兰盘部分包括法兰面、联接螺栓通孔和转向限位的螺纹孔;叉架是由转向节的上、下耳和法兰面构成叉架形结构。
从锻造工艺的角度来看,转向节锻件的特点是:支承轴细长,法兰盘较大且有时为异形面,叉架与支撑轴中心线偏转一个角度α且形状复杂,按照《GB12362-2003钢质模锻件公差及机械加工余量》,锻件为典型的复杂叉形件。
转向节加工工艺流程
转向节的加工主要工艺流程为:铣轴颈端面,钻两端中心孔→粗车法兰盘端面和支撑轴轴颈→半精车、精车支撑轴颈、圆角,精车法兰,车尾端螺纹→钻、攻法兰面螺纹→粗、精铣上、下耳环内、外端面→粗钻、精镗主销孔→表面淬火(根据需要)→精磨大、小轴承颈及圆角→打刻标识→检验、入库。
锻造方式对加工工艺的影响
1.锻造方式
转向节锻件的生产有两种锻造成形工艺:水平分模(平面分模)和垂直分模(立式分模)。水平分模是以锻件中心平面为分模面的锻造方式,因支撑轴部分与法兰和叉架部分的截面相差较大,锻造过程中为合理分配坯料致使制坯非常复杂。即便如此,在支撑轴和法兰盘连接处还是会存在较大飞边,并沿轴向逐渐减少,直到尾部才能达到正常宽度,此种方式锻造的材料利用率较低。垂直分模方式以法兰中心平面为基础,兼顾两侧叉子型腔,这种锻造方式可以在预锻时采用封闭式锻造技术,正挤出轴部和反挤出两侧叉部,然后终锻成形并排出多余金属。
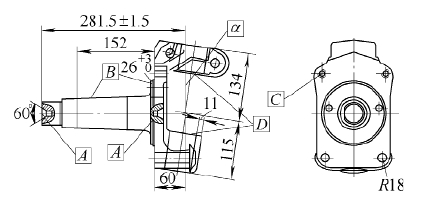
由于锻件生产方式不同,在进行锻件设计时的分模面布置、加工余量分配以及锻件的错差和厚度公差对于转向节的加工会产生不同的影响。尤其是在铣轴颈端面钻中心孔,车、磨支撑轴颈(见图1中A、B部位的加工)及法兰盘端面,加工法兰盘上与转向节臂和制动器联接的螺纹孔,以及加工叉架部分的叉口端面及主销孔等工序上(见图1中C、D部位的加工)产生的影响尤其明显,因此在进行加工工艺设计、夹具定位面选择时必须根据锻件的生产方式不同而采取相应对策。
转向节加工件示意
图1 转向节加工件示意
2.锻造公差及加工余量布置
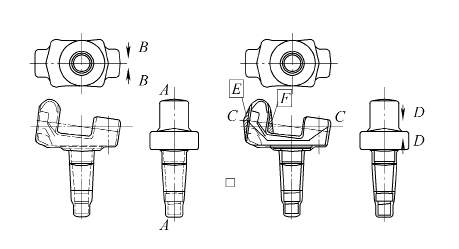
在采用水平分模锻造转向节时,其分模面通常选在最大截面处,如图2所示可以看出,A-A为锻件分模面,而锻打方向垂直于分模面所在的平面,即沿B-B所示方向。这样锻件即由上、下模两部分锻造成形。锻件加工部位的加工余量均匀分配在支撑轴、法兰盘端面以及上下叉口端面。锻件的拔模斜度沿锻打方向,即B-B的方向,一般为5°~7°;在锻打过程中,由于锻件温度和锻打力等因素的波动影响,上、下模不能完全打靠,因此在锻件上会形成沿锻打方向的厚度尺寸波动,通常公差为±1mm;而由于上下模具错移产生的错差一般为±1.5mm。
而立式分模锻件的分模面选在垂直于支撑轴且通过法兰的中心,但锻件的形状决定了其分模面为一曲面。从图2可以看出,C-C所示曲面为其分模面,锻打方向垂直于分模面,即沿D-D所示方向。这种方式生产的锻件在加工余量分配上与水平锻造生产的锻件不同,由于上模锻件的拔模需要,不形成倒拔模,因此在上、下叉口的内倾一侧需添加余量,使其形成正拔模,主要部位如图2所示E、F部位。而支撑轴部分除正常添加余量外,为便于支撑轴部位脱模,沿轴向另外添加1°~1.5°的拔模角,假设支撑轴长200mm,由于拔模角的添加,从小轴端到法兰根部支撑轴外颈的额外添加的余量将从0增加至0.35~0.5mm,额外余量d=200tan(1°~1.5°)。锻件厚度公差通常为±1.5mm,沿D-D向产生,错差一般为±1.5mm,垂直于D-D方向产生。
水平和立式分模锻件示意
图2 水平和立式分模锻件示意
3.加工影响因素
以上两种方式生产锻件存在的余量和公差等因素的不同影响,在进行加工工艺设计时必须加以考虑,否则将对转向节的加工质量造成影响。需重点关注的加工影响有:
(1)转向节支撑轴部位的加工 转向节支撑轴部位的加工主要工序为铣轴端面、钻中心孔,以及车、磨各部位轴颈(见图1中A、B部位)。这两道工序是相互关联的,尤其是钻中心孔工序,中心孔不仅是后续加工支承轴颈的定位基准,而且是支撑轴上各种尺寸、位置公差的测量基准。在加工过程中如果两中心孔的连线不能与支撑轴锻件的轴线吻合,将会造成锻件的余量分配不均衡而出现加工轴颈氧化皮(即残留锻造表面)。对比两种方式生产的锻件的轴颈部位可以看出,对于立式分模锻造的转向节,由于支撑轴部位终锻是在筒形型腔内成形,因此该部位的圆度好、余量均匀,在进行加工中心孔选择定位位置比较容易。而水平锻造的锻件由于错差和厚度公差,以及切边残余等因素的影响,该部位会形成不规则圆形,轴颈各处在多重因素影响下余量的分配出现明显波动。基于锻件轴颈部位的这种形状波动,在进行加工中心孔定位位置选择时应该考虑沿与分模面成45°方向采用V形夹具进行设计,这样可避免飞边残余和错差的影响,使中心孔连线趋近锻件轴颈的理论中心线,从而使后续加工余量分配均匀。
(2)支撑轴轴向尺寸 图1所示转向节的轴向尺寸链281.5mm、26mm、60mm和11mm的关系是相互关联的,转向节主销孔的壁厚尺寸11mm尤为重要,其关系到主销孔壁厚的强度,因此必须保证。从轴向尺寸链的相互关系分析,壁厚的波动在第一道加工工序铣端面打中心孔时就应该从不同的锻造方式加以考虑轴向定位问题,如果是水平锻造的锻件,那么锻件的轴向尺寸部分产生在上下两块模具中,其波动的主要影响为锻件错差。而如果是立式锻造生产的锻件,轴向尺寸部分锻件的产生在上下两块模具中,对其轴向尺寸的波动主要为锻件厚度公差的影响,因此在这种状态下选取初始轴向定位尺寸时建议选在与主销孔壁厚在同一块模具产生的上模,即选在靠近叉口部位的法兰面上。
(3)法兰加工 立式锻造的锻件的法兰部分是在完整的型腔内成形,因此其形状误差波动较小,在加工法兰四周的连接孔时,只要支撑轴中心孔的定位准确,连接孔周边壁厚就会非常均匀。而对于水平锻造生产的锻件,它的法兰部分成形是在上下两块模具中成形的,而且由于锻件错差和厚度公差的影响,同时根据上面分析的中心孔的定心问题,因此在加工法兰部位四周的连接孔时,存在孔周边壁厚不均匀,甚至偏小的风险,必须加以注意,必要时可以要求在个别孔周围适当添加余量,来避免这个风险。此外,立式锻造的锻件法兰厚度受锻件厚度公差的影响,不同批次锻件法兰端面的加工余量会出现波动,这点在加工时也需要注意。
(4) 转向节叉口加工 因为转向节的支撑轴部分与其叉口部分存在一个夹角α,在采用立式锻造生产转向节时,为不产生倒拔模,使上模部分锻件能够从型腔内脱出,必须增加余量。在图2所示的E和F部位,尤其是F位置的余量较大,假设α=7°,叉口深为70mm,正常拔模斜度为3°,那么叉口根部增加的余量为:δ=70tan7°+70tan3°=12.2mm。这样在进行叉口加工,尤其是粗加工的过程中必须考虑该部位的大余量切削;而水平锻造的锻件在这些部位的余量可以按常规布置,因此其切削的量较小,但是由于两叉口中间部位存在拔模余量,为保证打中心孔的精度,该部位一般都会进行端面铣削。此外,在加工叉口部位时,通常用轴颈定位,对于立式锻造的锻件,由于错差的影响,叉口部位加工余量会出现变化,严重的会出现加工余量不足而产生氧化皮。
结语
不论是水平锻造还是立式锻造,目前均广泛应用在汽车转向节锻件的生产领域。对于不同方式生产的转向节由于成形方式、加工余量分布以及锻造分模结构的不同,在进行机械加工时应该进行针对性分析,根据不同情况采取措施,以便在进行支撑轴杆部的中心孔加工、法兰部位加工和叉口部位加工的过程中能够采用不同的定位、切削方式,从而获得良好的加工工艺性。

版权所有 ©2017 安博·体育-(中国)官方网站(上海)有限公司All Rights Reserved

